I. Nutritional Component Analysis of Corn Steep Liquor
Based on a statistical analysis of quality indicator data from over 20 batches of corn steep liquor, the average moisture content is 55.2%. The dry matter primarily consists of 21.9% nitrogenous compounds, 14.57% lactic acid, 7.08% ash, 3.25% total reducing sugars, 1.99% total phosphorus, and trace amounts of vitamins. The nitrogenous compounds mainly include 7.41% true protein, 7.28% peptides, and 7.21% free amino acids. In comparison to yeast extract powder, corn steep liquor has relatively lower concentrations of vitamins, with the exception of myo-inositol. Detailed data can be found in Figures 1(a) and (b).
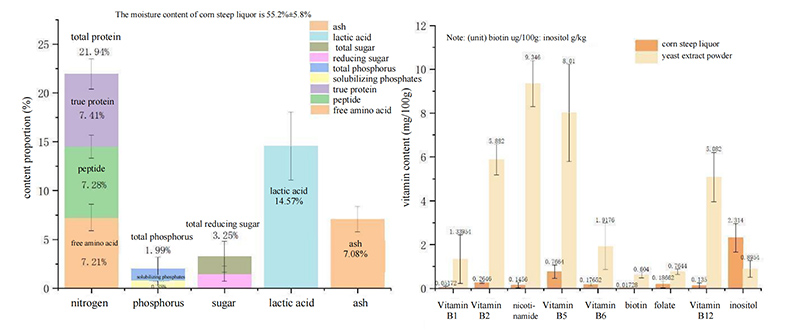

(a) Content index of main ingredients (b) Comparison of vitamin content index
Fig. 1 Analysis of nutritional components of corn steep liquor
In fermentation media, corn steep liquor is primarily utilized as a nitrogen source; however, the majority of microorganisms exhibit low utilization rates for lactic acid and polysaccharides. For microbial species with limited extracellular protease secretion, such as yeasts, Escherichia coli, and Corynebacterium glutamicum, the theoretical utilization rate of true protein from corn steep liquor is estimated to be around 15-20%. Conversely, Bacillus, actinomycetes, and molds demonstrate a higher theoretical utilization rate for corn steep liquor.
II. Evaluation of Growth Promotion Ability of Yeast Extract Powder and Corn Steep Liquor on Microbial Strains
To better demonstrate the differences in growth promotion abilities of corn steep liquor and yeast extract powder on various microbial strains, a comparative evaluation was conducted on 4 Bacillus strains, 2 yeast strains, 2 Corynebacterium glutamicum strains, and 1 Escherichia coli strain.
1. Corynebacterium Glutamicum
Test medium: Glucose 3%, Urea 0.4%, K2PO4 0.3%, KH2PO4 0.1%, MgSO4·7H2O 0.05%, corn steep liquor dry powder 0.8% or yeast extract powder 0.2%, pH 6.8. To eliminate the impact of insoluble substances after sterilization on absorbance, all media were membrane-filtered post-sterilization.
Using an automated growth curve analyzer, the results for growth promotion abilities of the three nitrogen sources on biotin-supplemented Corynebacterium glutamicum showed: yeast extract powder FM902 ≈ yeast extract powder FM301 > corn steep liquor dry powder; for temperature-sensitive Corynebacterium glutamicum, the results were: yeast extract powder FM301 > yeast extract powder FM902 > corn steep liquor dry powder.
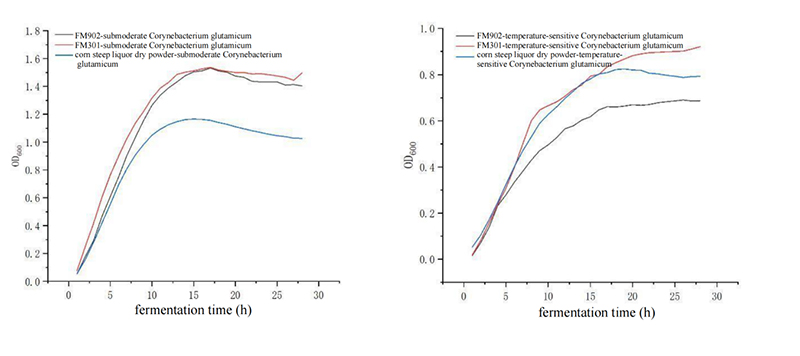

Fig. 2 Assessment of growth-promoting capacity on Corynebacterium glutamicum
2. Bacillus
Test medium: Glucose 1%, Peptone 1%, Sodium Chloride 1%, corn steep liquor dry powder 4 g/L or yeast extract powder 1 g/L, pH 7.0. To eliminate the impact of insoluble substances after sterilization on absorbance, all media were membrane-filtered post-sterilization.
Using an automated growth curve analyzer, the evaluation results for the growth promotion abilities of the three nitrogen sources on Bacillus megaterium, Bacillus licheniformis, and Bacillus subtilis were: yeast extract powder FM301 > yeast extract powder FM902 > corn steep liquor dry powder; for Bacillus amyloliquefaciens, the results showed: corn steep liquor dry powder > yeast extract powder FM301 > yeast extract powder FM902.
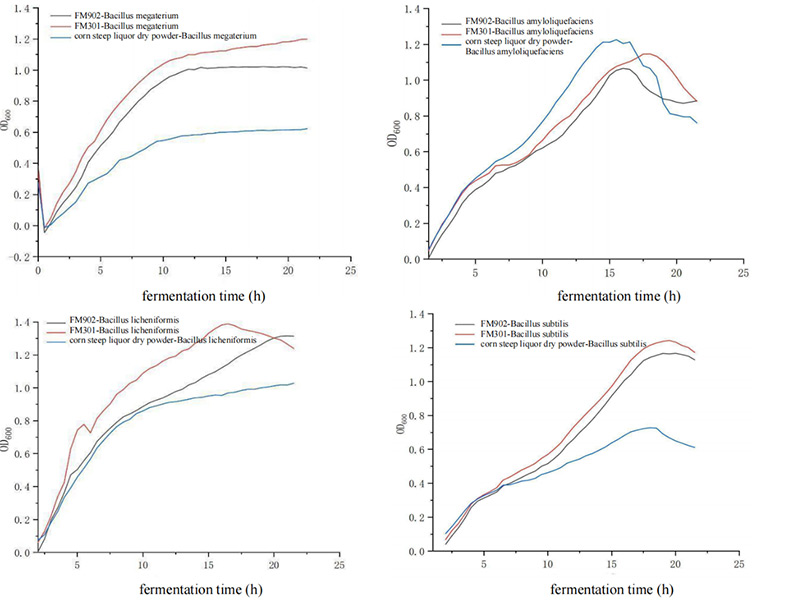
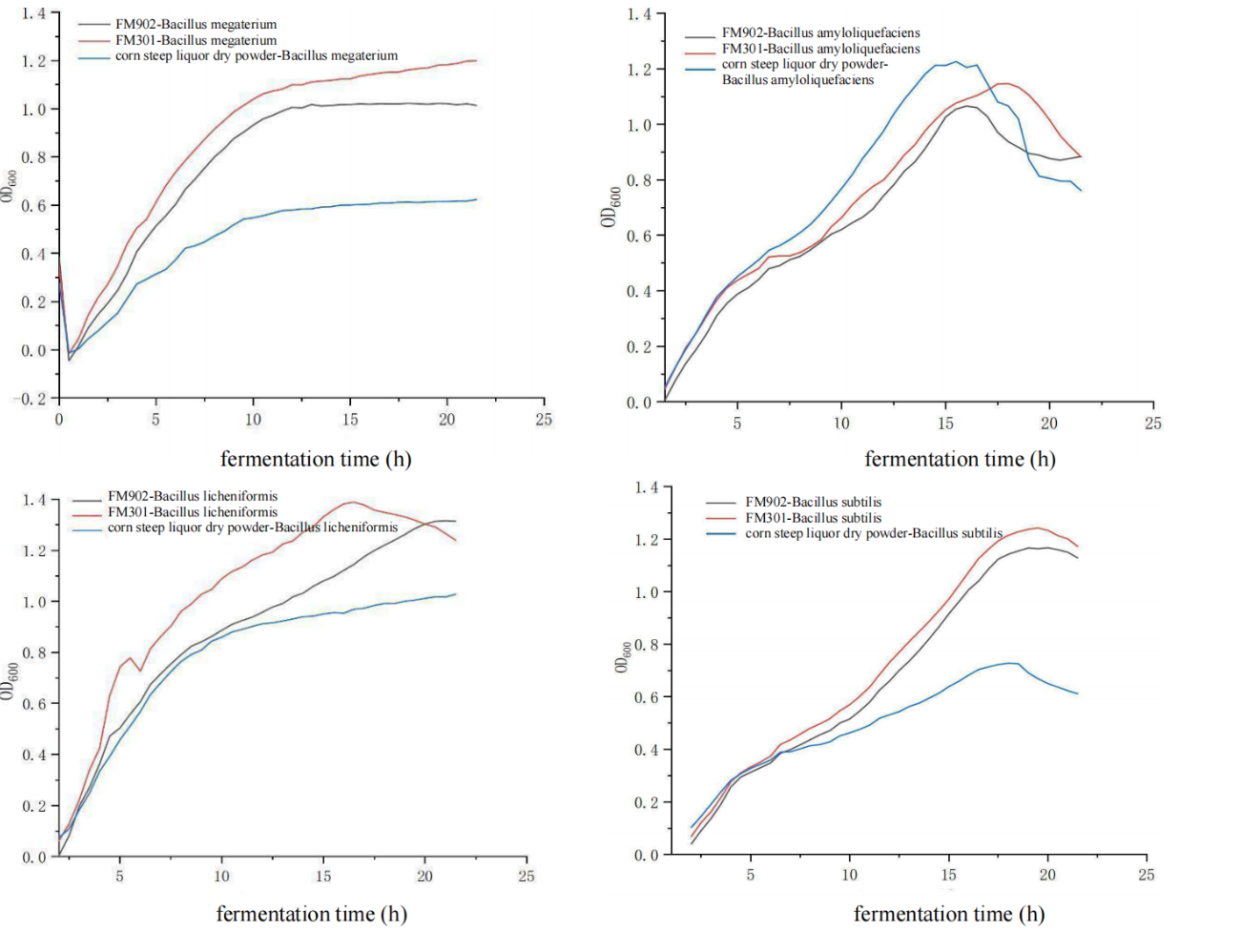
Fig. 3 Assessment of growth-promoting capacity on Bacillus
3. Yeast
Test medium: Glucose 0.2%, Ammonium Citrate 0.5%, Magnesium Sulfate 0.05%, KH2PO4 0.05%, corn steep liquor dry powder 8 g/L or yeast extract powder 2 g/L, pH 7.0. To eliminate the impact of insoluble substances after sterilization on absorbance, all media were membrane-filtered post-sterilization.
Using an automated growth curve analyzer, the evaluation results for the growth promotion abilities of the three nitrogen sources on Saccharomyces cerevisiae were: yeast extract powder FM902 > yeast extract powder FM301 > corn steep liquor dry powder; for Debaryomyces hansenii, the results were: during the lag phase, yeast extract powder FM902 > corn steep liquor dry powder > yeast extract powder FM301; during the log phase, corn steep liquor dry powder ≈ yeast extract powder FM301 > yeast extract powder FM902.
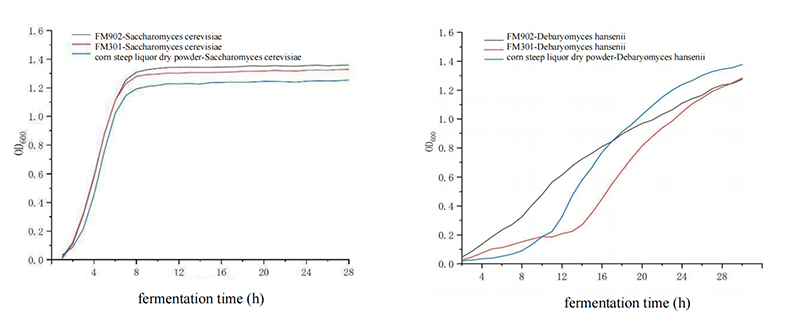

Fig. 4 Assessment of growth promoting capacity on yeast
4. Escherichia coli
Test medium: Glucose 2%, Urea 0.4%, Peptone 1%, Sodium Chloride 0.5%, corn steep liquor dry powder 6 g/L or yeast extract powder 1.5 g/L, pH 7.0. To eliminate the impact of insoluble substances after sterilization on absorbance, all media were membrane-filtered post-sterilization.
Using an automated growth curve analyzer, the evaluation results for the growth promotion abilities of the three nitrogen sources on Escherichia coli were: yeast extract powder FM902 > yeast extract powder FM301 > corn steep liquor dry powder.
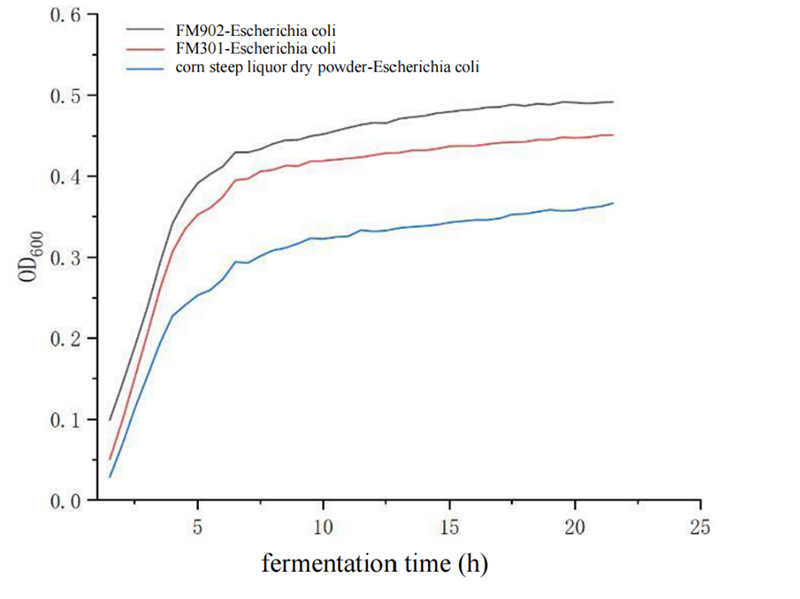

Fig. 5 Assessment of growth-promoting capacity on yeast
The evaluation results of the growth promotion abilities of yeast extract powder and corn steep liquor on different microbial strains indicate that for most strains, yeast extract powder can substitute corn steep liquor dry powder at a ratio of 1:4, which translates to 1:8.8 for corn steep liquor. This substitution ratio is higher than the theoretical value and may be influenced by the medium and culture conditions. For Corynebacterium glutamicum and Bacillus strains, yeast extract powder FM301 exhibits better growth promotion effects, while for yeasts and Escherichia coli, yeast extract powder FM902 shows superior growth promotion.
III. Case Study of Yeast Extract Powder Substituting Corn Steep Liquor
1. Green Manufacturing Project on a Platform Compound
Microorganism: Bacteria with low extracellular protease activity
Original medium: Glucose 100 g/L, corn steep liquor dry powder 8.27 g/L, diammonium hydrogen phosphate 2 g/L, magnesium sulfate 0.1 g/L, potassium chloride 1.0 g/L, ferrous sulfate heptahydrate 0.02 g/L, manganese sulfate monohydrate 0.01 g/L;
Optimized medium: Glucose 100 g/L, yeast extract powder FM301 2 g/L, diammonium hydrogen phosphate 2 g/L, magnesium sulfate 0.1 g/L, potassium chloride 1.0 g/L, EDTA 0.5 g/L, ferrous sulfate heptahydrate 0.02 g/L, manganese sulfate monohydrate 0.01 g/L;
The beneficial effects are shown in Figure 5: yeast extract powder FM301 substituted corn steep liquor dry powder at a ratio of 1:4.1, resulting in a 17.56% increase in conversion rate and a 53.75% increase in yield. More importantly, there were fewer impurities entering the extraction phase, and the color and odor after crude extraction met quality standards, greatly simplifying the extraction process.
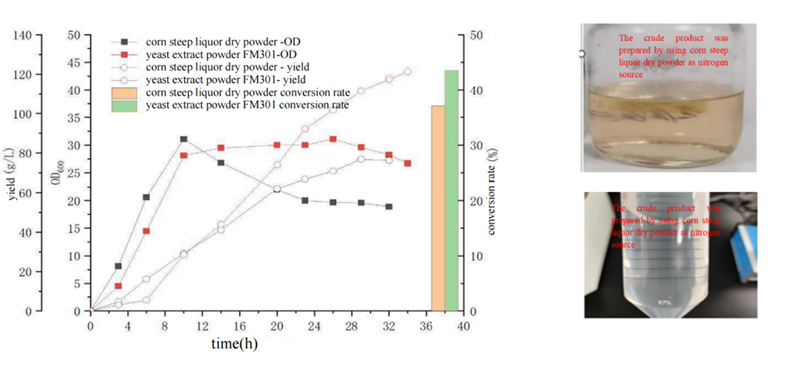

Fig. 6 Comparison of fermentation and extraction of compounds in two nitrogen source production platforms
2. Amino Acid Green Manufacturing Project
Microorganism: Corynebacterium glutamicum
Original medium: Glucose 110 g/L, corn steep liquor dry powder 12 g/L, inorganic salts;
Optimized medium: Glucose 110 g/L, yeast extract powder FM301 3 g/L, inorganic salts;
The beneficial effects are shown in Figure 6: yeast extract powder was substituted for corn steep liquor dry powder at a ratio of 1:4.0. The standard yeast extract powder FM902 exhibited low biomass, weak acid production intensity, and poor acid production sustainability. In contrast, yeast extract powder FM301 improved production intensity and acid production sustainability, resulting in equivalent yields to those with corn steep liquor. By using yeast extract powder, impurities in the broth were significantly reduced, leading to a decrease in the saturated solution concentration of amino acids from approximately 220 g/L to 130 g/L during the first crystallization step, and the extraction yield increased from around 70% to over 80%, greatly reducing purification costs. Additionally, membrane flux, decolorization processes, and crystal quality indicators were all improved.
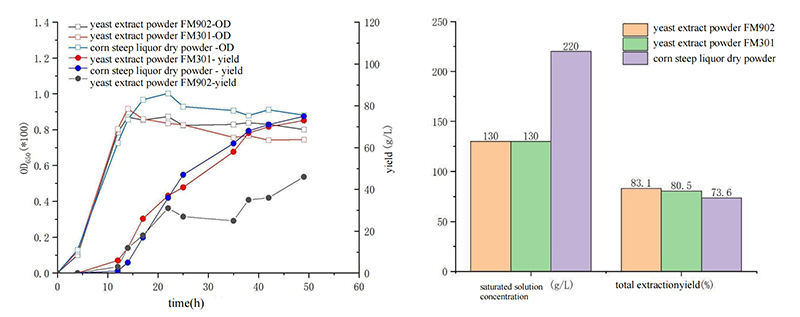
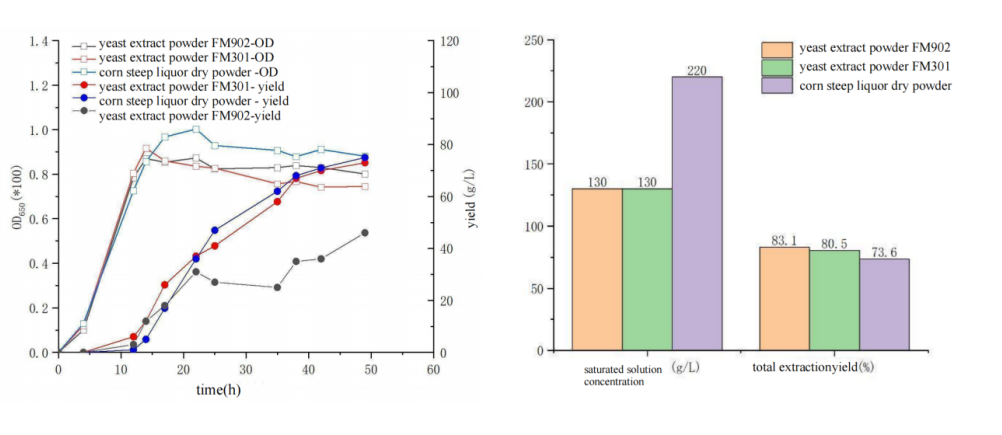
Fig. 7 Comparison of fermentation and extraction data for amino acid production from three nitrogen sources
IV. Outlook
In response to common feedback in the fermentation industry regarding significant quality fluctuations and high impurity levels in corn steep liquor, substituting with yeast extract powder presents a feasible solution. Simplifying extraction processes or increasing extraction yields can effectively offset rising raw material costs while providing more opportunities for optimizing and upgrading production processes. The specifically developed yeast extract powder FM301 by Angel Yeast addresses issues such as slow growth and poor sustainability observed in certain strains, including Corynebacterium glutamicum and Bacillus strains, when using standard yeast extract powder.
The testing data presented in this report is for user reference only, and targeted improvements to enhance existing yeast extract powder products based on user feedback will be a crucial focus for achieving better application results in the future.
About Angel Fermentation Nutrients:
Angel Fermentation Nutrients, rich in protein, amino acids, peptides, nucleotides, B vitamins, and trace elements. With the advantages of having no allergic source and being non-transgenic, high efficiency, and stable quality, Angel YE are widely applied in biological laboratories and industrial-scale fermentation, promoting product safety and technical progress in the global fermentation industry.
About Angel:
Angel Yeast Company is a high-tech listed company specializing in yeast and biotech. Product business covers Yeast and Baking, Yeast Extract-Savoury, Nutrition & Health and Biotechnology fields. It is one of the world's leading companies in the yeast industry. Angel has 12 holding subsidiaries and provides products and services for more than 160 countries and regions.
Press contact:
email: tangshuo@angelyeast.com




